【滚压管】,液压油缸管加工厂交货准时
更新时间:2025-06-15 11:37:11 ip归属地:广州,天气:暴雨转中雨,温度:25-30 浏览次数:35
以下是:广东省广州市【滚压管】,液压油缸管加工厂交货准时的产品参数
| 产品参数 |
|---|
| 产品价格 | 5000/吨 |
|---|
| 发货期限 | 24小时 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 小起订 | 1公斤 |
|---|
| 质量等级 | |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20#/45#/16Mn |
|---|
| 产品品牌 | 九冶 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 定制 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 有色金属 |
|---|
| 质保时间 | 1个月 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 机械加工/液压 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工 |
|---|
| 范围 | 【滚压管】,液压油缸管加工厂生产基地位于【聊城】,供应范围覆盖广东省 广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 荔湾区、越秀区、海珠区、天河区、白云区、黄埔区、番禹区、花都区、南沙区、萝岗区、增城区、从化区等区域。 |
|---|
以下是:广东省广州市【滚压管】,液压油缸管加工厂交货准时的图文视频
导读 【安达】为您提供深圳液压缸筒钢管、韶关不锈钢缸筒、茂名不锈钢研磨管、汕尾调质活塞杆、白云油缸管、南沙液压油缸管加工厂等多元产品与服务。【滚压管】,液压油缸管加工厂交货准时,液压机械(广州市分公司)jiuye3256-47为您提供【滚压管】,液压油缸管加工厂交货准时的资讯,联系人:高经理,发货地:辽河路燕山路交叉口南500米东首。 广东省,广州市 广州市,简称“穗”,别称羊城、花城、五羊城,是广东省辖地级市、广东省省会、副省级市、中心城市、超大城市、广州都市圈核心城市,国务院批复确定的中国重要的中心城市、国际商贸中心和综合交通枢纽,世界一线城市。截至2022年,全市下辖11个区,总面积为7434.40平方千米,常住人口为1873.41万人,城镇化率为86.48%。
我们为您呈现了【滚压管】,液压油缸管加工厂交货准时产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:广东广州【滚压管】,液压油缸管加工厂交货准时的图文介绍


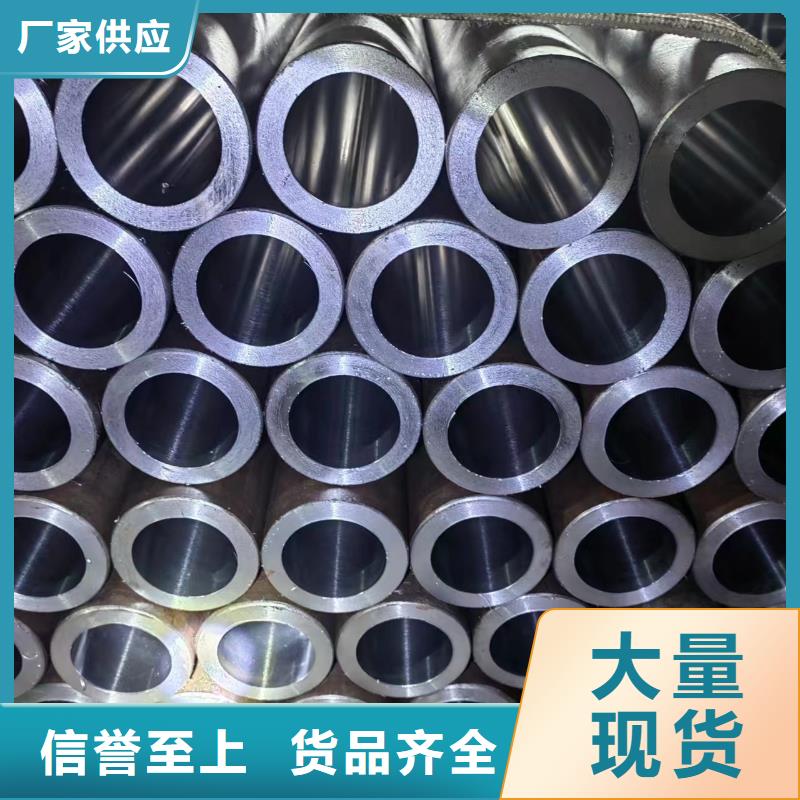
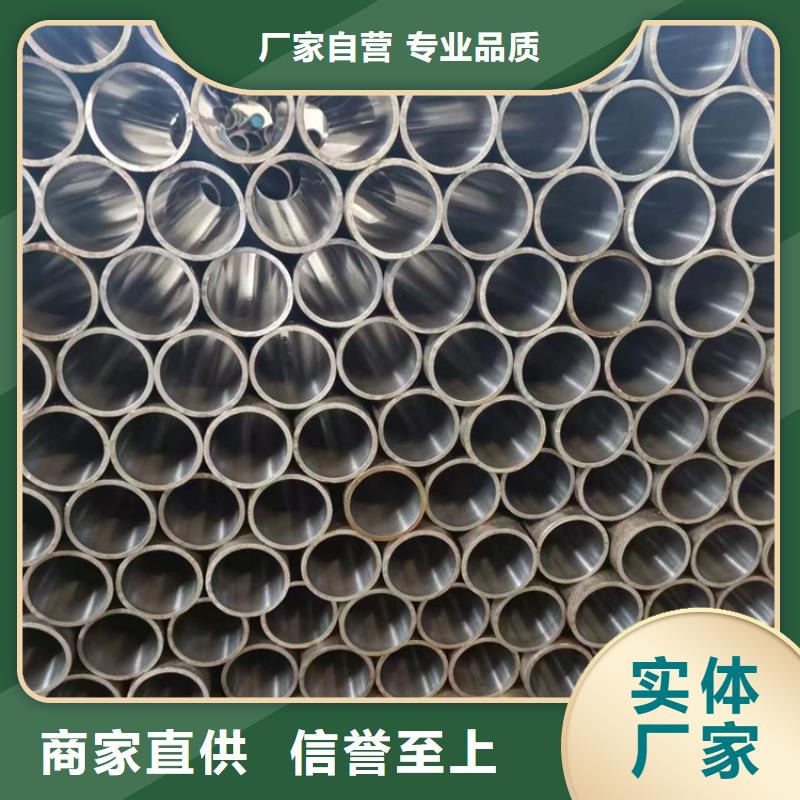
广东广州珩磨管油缸管绗磨管油缸管是经过滚压加工的。由于表层存在残余压应力,有利于封闭表面裂纹,阻碍冲蚀扩展。因此,可以提高绗缝管的表面耐蚀性,延缓疲劳裂纹的产生或扩展,从而提高绗缝管的疲劳强度。通过滚压成形,在滚压表面形成冷加工硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后表面粗糙度值减小,改善了匹配性能。
轧制是一种无屑加工,它利用金属在室温下的塑性变形,使工件表面的微小不平整度变平,从而改变工件的表面结构、力学性能、形状和尺寸。因此,这种方法可以同时达到精加工和强化两个目的,这是磨削所不能达到的。滚压管



实体工厂发货,一个起卖,交期准时,性价比高。 45号无缝薄壁绗磨管产品质量好,量大可谈,欢迎来购。


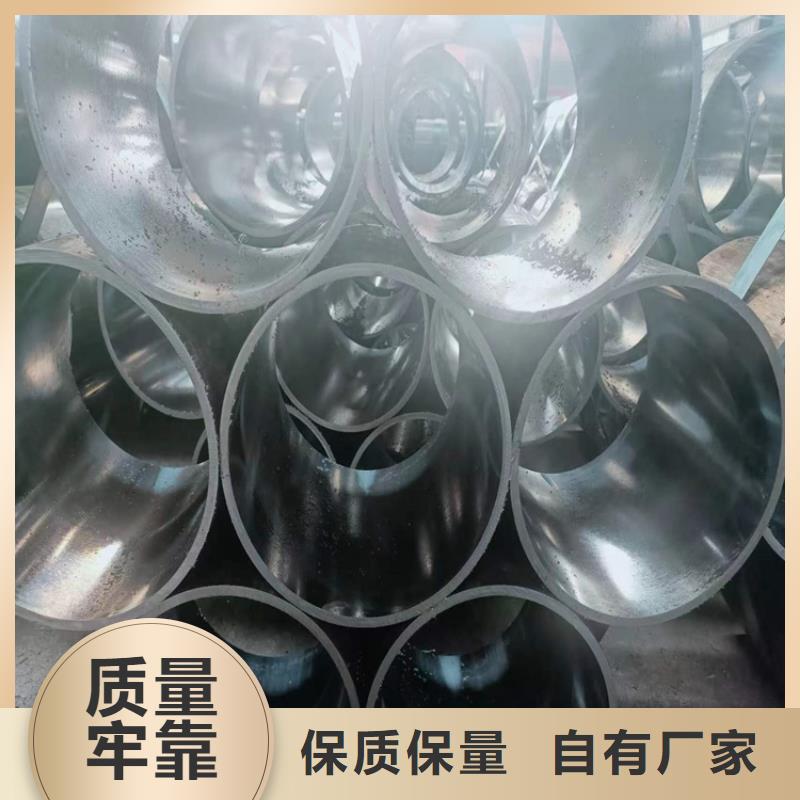
广东广州珩磨管油缸管绗磨管珩磨管淬火冷却的影响在珩磨管淬火冷却时,在两个温度范围内必须注意控制冷却速度。其中一个区域是为了完全珩磨管淬火硬化而需要快冷的临界区域,为了使零件淬硬,在临界区应当急冷。另一个区域是容易产生珩磨管淬火裂纹的低温区,在MS点温度以下,在这个温度区间发生奥氏体向马氏体的转变,体积膨胀,产生第二类畸变、第二类应力及宏观热处理应力,可能导致珩磨管淬火裂纹,因此称危险区。在危险区应当尽量慢冷,以缓和珩磨管淬火内应力。珩磨管淬火临界区和危险区示意图 珩磨管淬火后加工处理零部件珩磨管淬火后多进行加工处理。按加工处理的性质可分为热加工、机械加工和化学加工三类,以及它们的综合应用。淬后加工处理导致形成裂纹的过程是一个珩磨管淬火宏观、微观内应力和显微裂纹与淬后加工过程中出现的负荷应力或内应力之间发生相互作用的过程。滚压管



总结 【滚压管】,液压油缸管加工厂交货准时,液压机械(广州市分公司)为您提供【滚压管】,液压油缸管加工厂交货准时产品案例,联系人:高经理,发货地:辽河路燕山路交叉口南500米东首。